
Pressemitteilung Treffpunkt.Bau 2.2018, bi-UmweltBau 1.2018, bauMAGAZIN 2.2018
Eine neue Generation von Bohrspülrecyclern überzeugt Pilotkunden
Weniger Rohstoffe, keine Unterbrechungen, geringer Bedienaufwand
Von Dr. André Hülsbömer
Ranstadt / Wohltorf.
„Es schien uns immer zu teuer, noch nicht zuende gedacht und zuende entwickelt“, meint Tobias Kock, Bauleiter der Firma Thomsen Bohrtechnik, mit 11 HDD-Anlagen einer der größten Anbieter in Norddeutschland (www.thomsen-bohrtechnik.de). „Wir hatten im Markt daher seit Jahren immer die Augen aufgehalten und einige Anlagen getestet. Deshalb waren wir auch einer der ersten, die im März 2017 zum Recyclingtag von L-Team Baumaschinen in Lampertheim kamen, um uns deren neuen Recycler präsentieren zu lassen.“ Der mittelständische Betrieb aus Ranstadt in Oberhessen ist seit vielen Jahren als Händler, Servicefirma und Verleiher von Horizontalbohranlagen des amerikanischen Herstellers Ditch Witch im Geschäft. Neu ist der eigene Auftritt als Anbieter einer Recycling-Lösung.
Torsten Mickel, einer der beiden geschäftsführenden Gesellschafter der L-Team Baumaschinen GmbH, erinnert sich: „Die Bauleiter von der Thomsen Bohrtechnik waren ausgezeichnet vorbereitet. Sie hatten in Lampertheim eine Menge Fragen im Gepäck, als hätten sie nur auf uns gewartet.“
Das Bohrspülrecycling ist im Spülbohrbereich über die Jahre ein immer größeres Thema geworden. Der Wunsch nach einer höheren Prozessgeschwindigkeit ist dabei in den Vordergrund getreten. Die damit verbundene höhere Produktivität würde die Kosten erheblich senken. Zudem unterliegt die Entsorgung der Abfälle immer stärkeren Regularien, und die Deponiekosten steigen, ganz zu schweigen von langen Rüstzeiten und schwieriger Bedienung der herkömmlichen Recycling-Anlagen.
Recycling ohne Restsand erlaubt „ewigen Zyklus“
„Wir haben uns bei der Konstruktion der Maschine sehr viele Gedanken gemacht“, erinnert sich Mickel. „Wir wollten für unsere Kunden zwei Probleme lösen. Lösung Nummer eins: Das Substrat sollte nach Durchlauf des Recyclers zu 100 Prozent sandfrei sein.“
Dies sei wichtig, weil das Bentonit-Wasser-Gemisch für den Bohrvorgang im Anschluss zu 100 % wiederverwertet werden kann. „Bei herkömmlichen Recyclern verbleiben teilweise bis zu 1,5 % Sand im recycelten Produkt. Damit kann man fast nicht mehr weiterarbeiten.“ Für hochfrequente Bentonitpumpen sei ein noch so kleiner Restsandanteil unverträglich.
Lösung Nummer zwei: Im Zuge dessen wurde auch die Spülungsdichte des recycelten Produkts im Auge behalten. Wichtig ist es laut Fachleuten, die Dichte so niedrig wie möglich zu halten, um die Aufnahmefähigkeit zu erhöhen. Aufgeladene Spülungen mit einer Dichte von über 1,4 g/cm3 (Beladung ca. 25%) sind nicht mehr wiederverwertbar. „Mit Hilfe unserer Technologie ist auf Basis des Ausgangsmaterials praktisch ein ewiger Zyklus möglich“, erläutert Mickel stolz. Bei der herkömmlichen Technologie steigt wegen des wachsenden Feinrestsandanteils die Dichte mit jedem Durchlauf.
Der erste größere Einsatz bei der Thomsen Bohrtechnik war nahezu perfekt, die Verbesserungen gegenüber der herkömmlichen Technik waren enorm, wie der Kunde zufrieden berichtet. Erster Einsatzort der Anlage befand sich in Wohltorf, einer Gemeinde östlich von Hamburg. Die Aufgabenstellung für das Baustellen-Team der Thomsen Bohrtechnik sah die Verlegung von 3.115 Meter PE da 315 (Schutzmantelrohr) in Abschnitten von bis zu 270 Metern vor. Die Rohre mussten in einen Ton-Lehm-Gemisch-Boden verlegt werden. Eine typische und lösbare Aufgabe.
„Anlieferung und Aufbau erfolgten reibungslos. Die Anlage war sofort einsatzbereit“, lobt Tobias Kock. „Mit einem Saugwagen haben wir die aufgeladene Spülung zur Recyclinganlage gefahren. Zusätzlich zum Recycler haben wir einen Feldrandcontainer als Pufferspeicher mit einem Fassungsvermögen von rund 30 Kubikmetern für die vom Saugwagen gelieferte Bohrspülung mit Zuführung zur Recyclinganlage aufgestellt.“
Pilotkunde und Hersteller sind zufrieden
Durch den Einsatz des Recyclers und den damit verbundenen Wegfall der Wartezeit auf den Saugwagen sowie auf das Anmischen zusätzlicher Bohrspülung konnte die Zeit der einzelnen Aufweitvorgänge (350 und 450 mm) sowie des Rohreinzuges extrem verkürzt werden. Und, ganz wichtig: „Die Abhängigkeit vom Entsorger und seinen Kapazitäten war nicht mehr gegeben. Wir konnten nach eigener Taktung arbeiten“, freut sich Kock. Keine Warte- und damit Stillstandzeiten, die Reduzierung des Bentonitbedarfs, der Wasserwagen musste nur selten kommen, die Entsorgungskosten wurden viel geringer – so kam Einiges an Einsparungen zusammen.
Mickel ist insgesamt sehr zufrieden: „Wir haben mit unserer MRS-Reihe (für Modulares Recycling System; d. Red.) dem Markt ein sehr gutes Angebot machen können. Dennoch war das erst der Anfang. Wir entwickeln weiter.“
Bis Ende 2017 hat das L-Team die ersten Maschinen verkauft, weitere in die Vermietung genommen. Der Bedarf an funktionierenden und einfach zu bedienenden Recyclinganlagen ist groß in Mitteleuropa, schätzt Mickel und freut sich, dass der Entwicklungsmut von seinem Kompagnon Horst Laubach und ihm belohnt worden ist.

Die komplette Anlage ist auf einem Hakenabrollcontainer integriert.

Der Container ist mit Bohrklein innerhalb von 3 Stunden gefüllt.
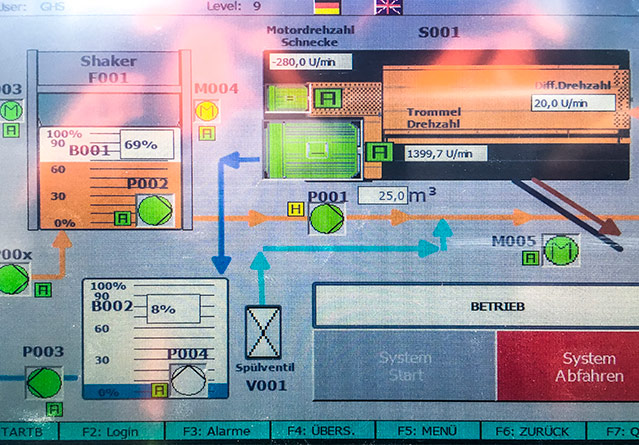
Vollautomatische, PLC gesteuerte Bedienung.

